English
English 简体中文
简体中文 Русский
Русский España
España عرب .
عرب .
小型塑料废弃物回收设施的处理量取决于所选的设备规格组合及其自动化水平。一般来说,这些工厂属于中型设备,典型产能约为每小时 300-600 公斤,相当于在标准配置下每天处理数吨废塑料。
塑料废弃物回收工厂 | 小型设备解决方案
小型塑料回收厂的运营流程
小型塑料回收厂通常处理相对干净的硬质塑料废料,例如制造过程中产生的边角料或清洗物(过渡材料、挤出或注塑成型中的清除材料等)。由于这种废料是单一成分且价值高,因此在简单缩小尺寸后可以重复使用。
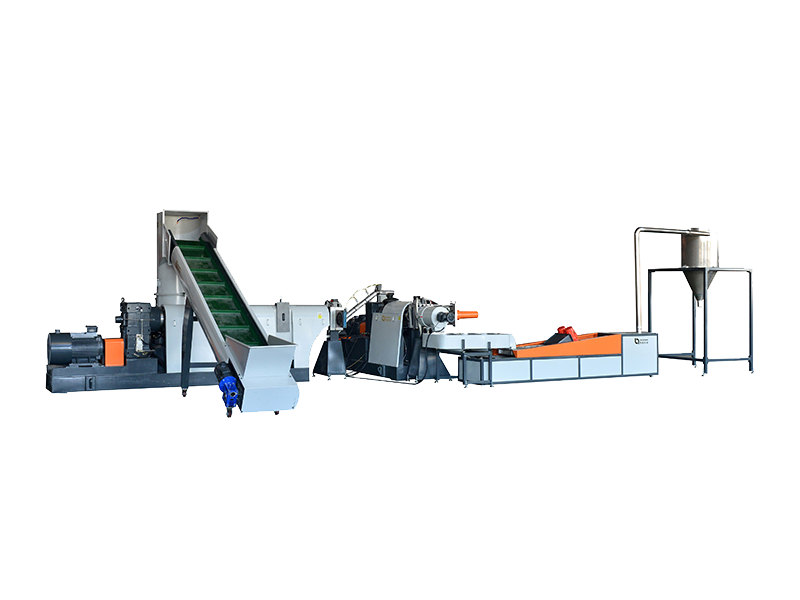
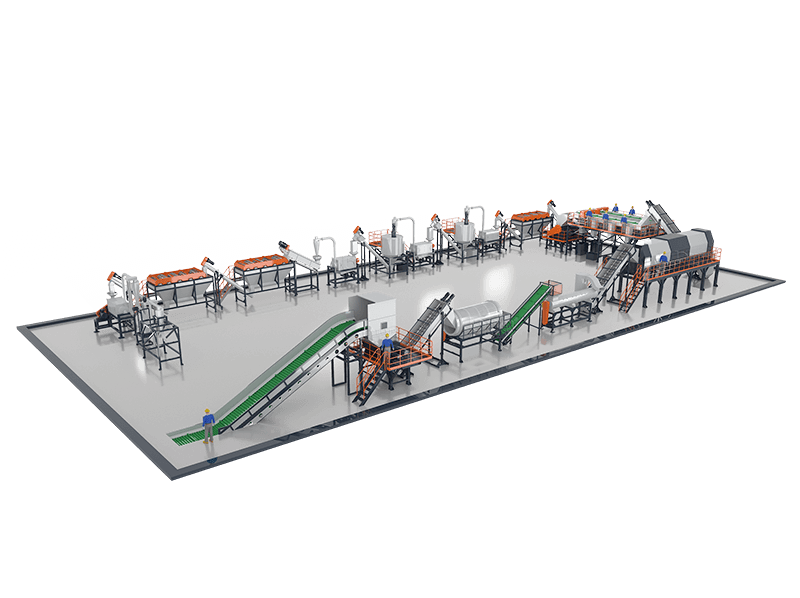
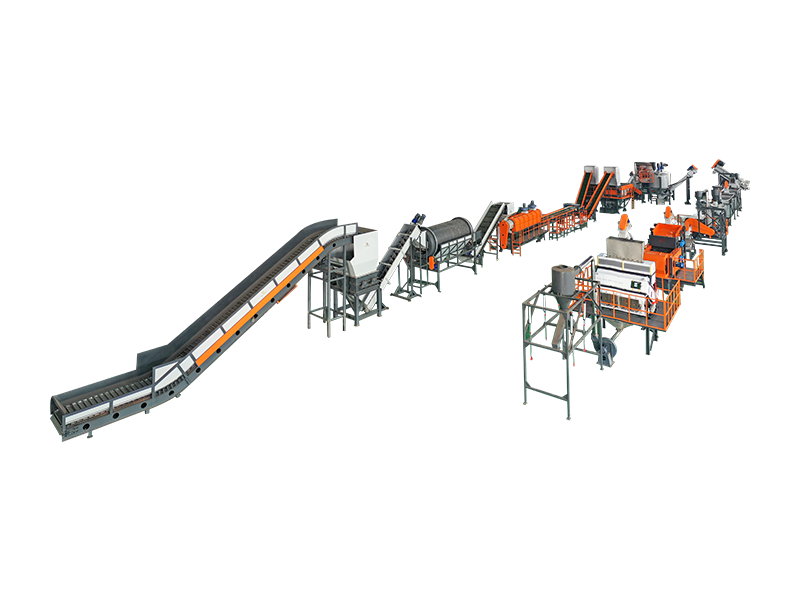
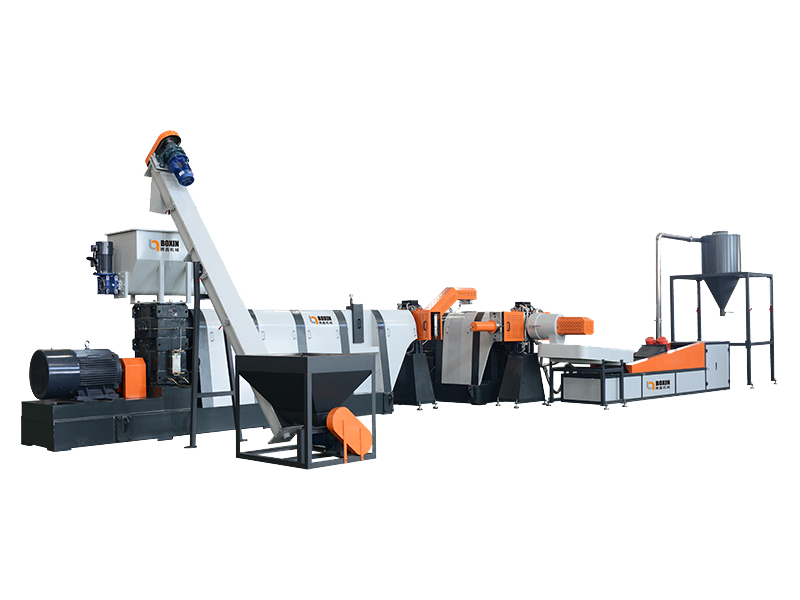
一条标准的小型回收线串联布置为“带式输送机→撕碎机→磁选机→破碎机→带筒仓的鼓风机”。全自动工艺不断将大块塑料废料转化为均匀的回收薄片(也称为回收料或木片),下游工厂可以直接使用或进一步造粒。
 |
插图:典型的小型塑料回收线的示意图。从左到右是进料输送机、粗碎机、磁选机(皮带上方的红色磁辊)、粗碎机,最右边是鼓风机和储料仓。 |
基本工作流程:
| 上述工艺适用于回收相对清洁的硬质塑料废料(如清洗和边角料)。它是纯机械的,不涉及化学反应,因此方法简单且环保。如果原料中含有严重的污垢、沙子或油污染(例如,农用薄膜或家庭塑料垃圾),则必须在切碎后增加洗涤和干燥步骤,或者采用更复杂的湿法工艺回收线——这种情况超出了本文讨论的范围。 |
进料和输送
塑料废料首先被装载到倾斜的皮带输送机上,该输送机以恒定的速度将材料运送到撕碎机入口。
初级粉碎
通过输送机,废料进入单轴或双轴撕碎机,刀片在那里将其粗略地粉碎成大约 20-80 毫米的块状。
磁分离
切碎的物料落到下游的卸料输送机上;皮带上方的悬挂式磁辊在运输过程中吸引并去除铁质污染物,如钉子和螺钉。
二次尺寸减小
磁分离后,塑料块被输送到高速造粒机中,快速旋转的刀具进一步将它们研磨成小于 10-20 毫米的均匀碎屑。
空气输送和收集
研磨的薄片由鼓风机通过管道以气动方式输送到成品筒仓(或收集袋)中。